



时间:2026-05-11浏览:
在光伏支架配件的加工链条上,冲压成型一直是最容易被低估的环节之一。
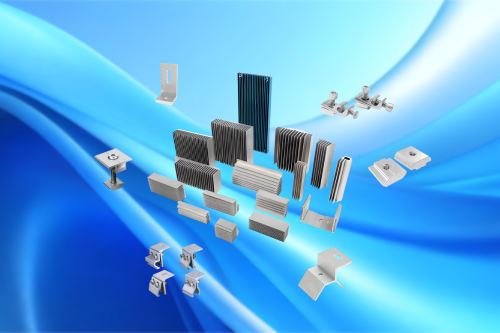
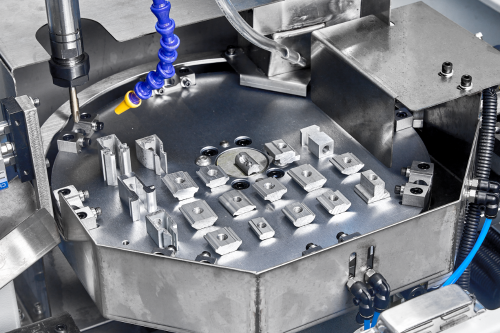
中压块、边压块、角驰夹具……这些看似简单的铝合金小件,实则承担着光伏面板与支架之间的连接固定重任。它们的孔位精度、断面质量与表面状态,直接决定现场装配效率与结构稳定性。而这一环节长期依赖的"单冲+单切"传统工艺路线,正面临越来越明显的瓶颈。
两台设备的活,一台完成
传统工艺下,一块中压块的诞生往往需要两道独立工序:先将铝型材通过锯切定尺成半成品件,再流转至冲孔机完成冲孔加工。两台设备、两次装夹、两次定位——每多一次周转,就多一分误差积累的风险。
行业数据显示,在多品种、小批量的订单结构下,两道工序独立加工的综合效率损失可达15%~20%,主要来自换型等待、重复定位和工序周转的隐性消耗。这在光伏支架项目交付窗口持续收窄的当下,成为加工厂不得不正视的成本压力。
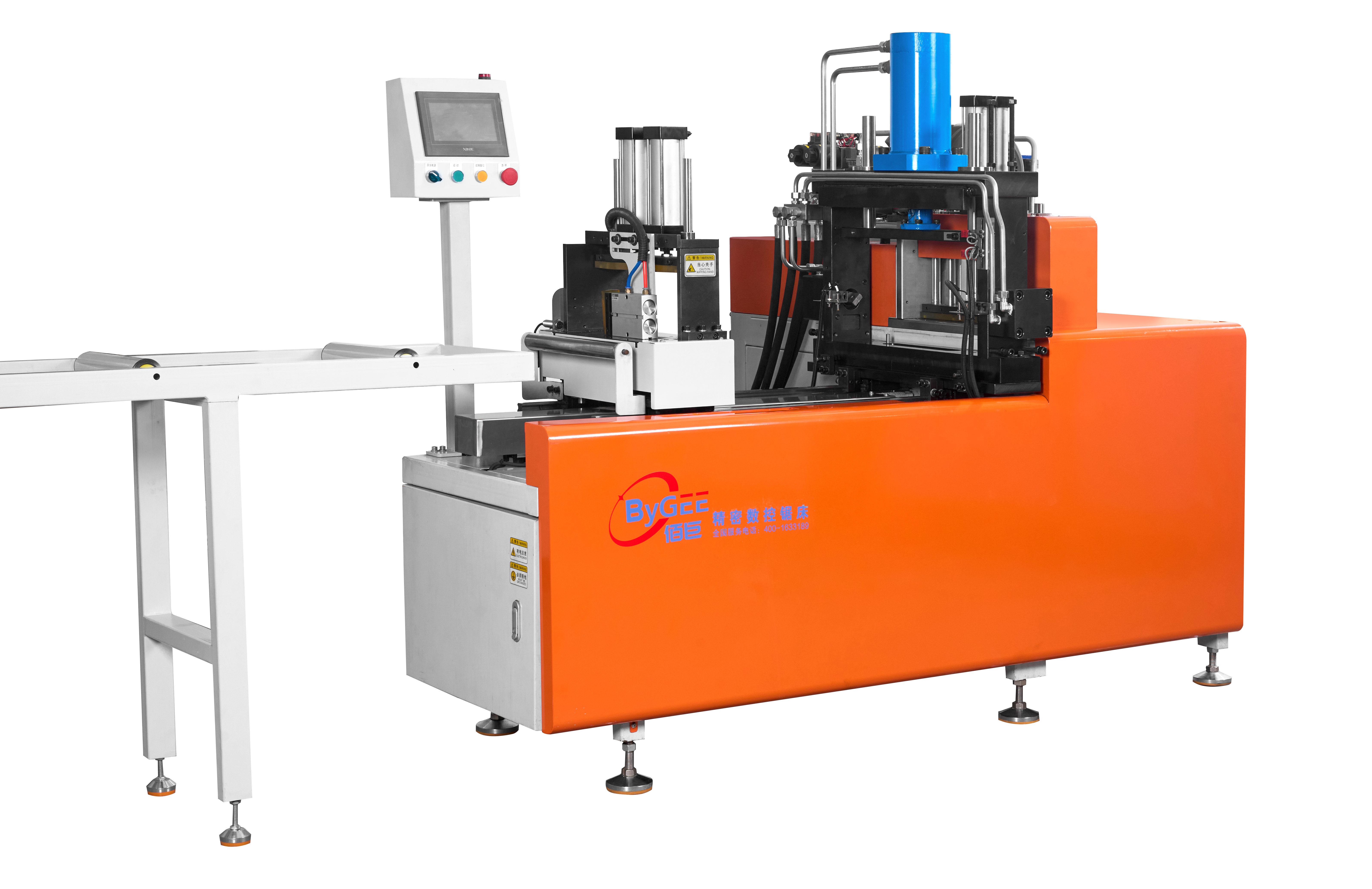
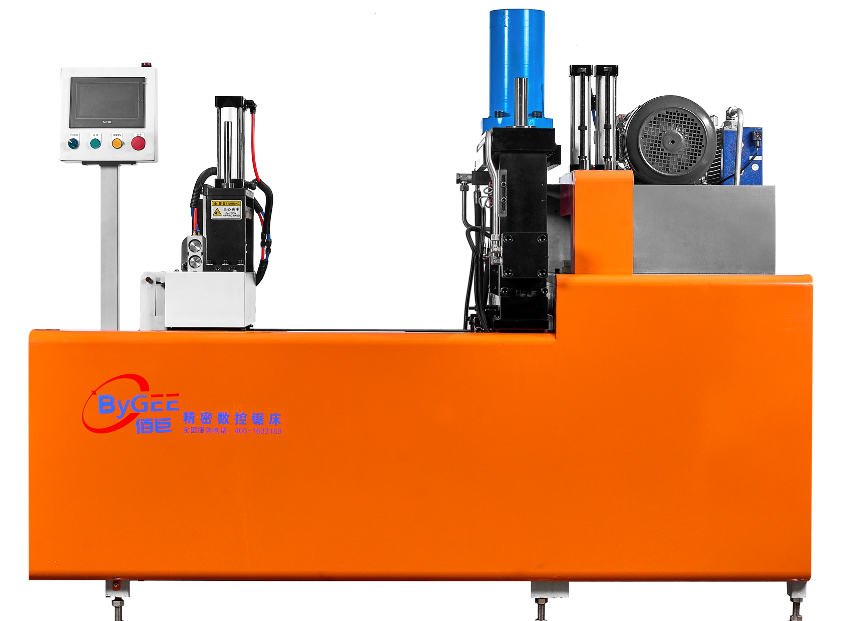
液压冲切一体化设计正在改变这个局面
近年来,专为光伏支架配件设计的液压冲切一体机逐渐进入规模化应用。与传统方案不同,这款设备将冲孔与锯切整合在同一平台,通过液压系统驱动模具完成一次成型,无需二次装夹定位。以卡块螺母、中压块、边压块等典型配件为例,液压冲切一体机可实现"锯切+冲孔"的一键完成,大幅缩短单件加工周期。
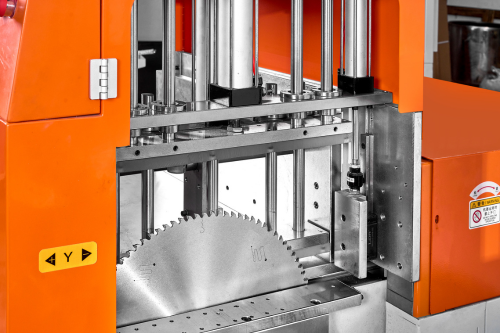
与此同时,可更换模具设计使得换型时间大幅缩短——不同规格的压块产品对应不同模具,切换时仅需快速更换工装,减少调试停机。更重要的是,绞龙式废料机构解决了传统冲压设备废料堆积的老问题:废料通过绞龙自动向外排出,避免料渣堵塞与料头卡死,减少停机清理的频率,提升整体产线连贯性。
多品种时代,精度与效率的平衡之道
当前光伏支架订单的结构正在发生变化——单规格大批量订单减少,多规格中小批量的柔性订单增加。这种变化对加工设备的适应性提出了更高要求:既能保持高精度,又能快速切换不同规格。
在这一趋势下,液压冲切一体机正在成为光伏支架配件加工领域的主流选择之一。它所解决的,不只是效率问题,更是精度一致性与柔性化生产之间的平衡难题。















 2026-05-11
2026-05-11
